



خط کشتار گاو چیست؟
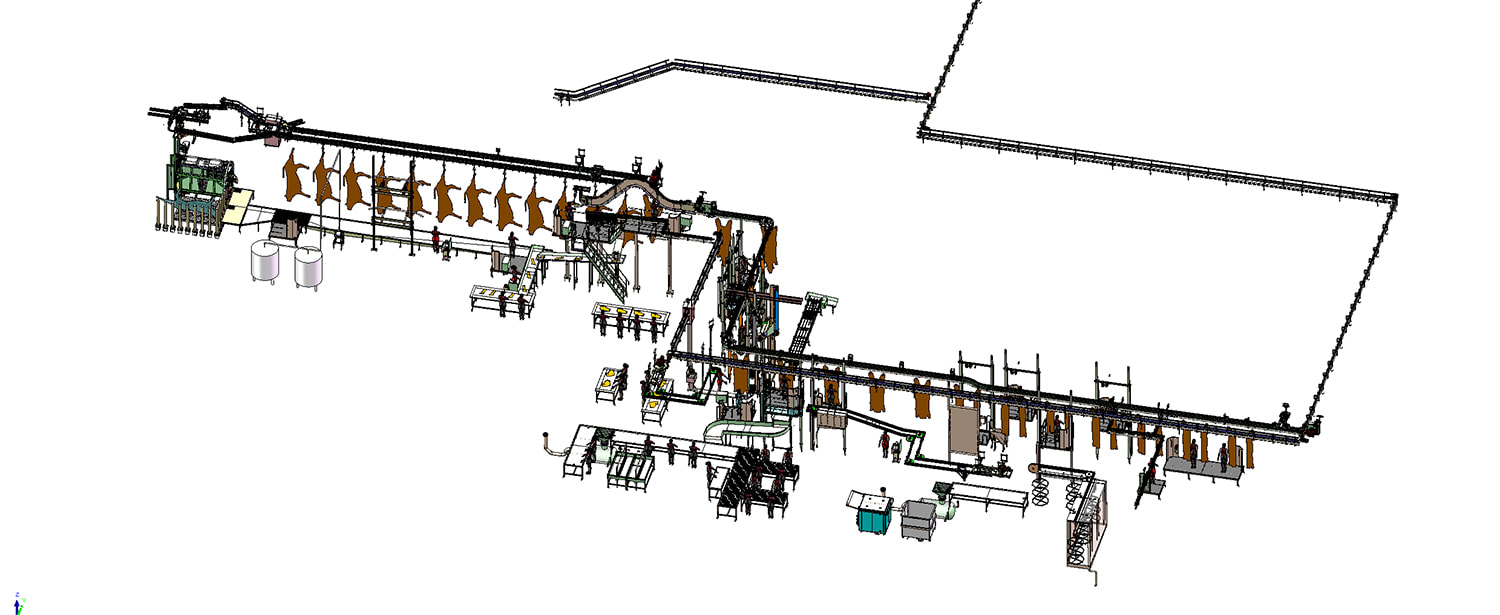
خط کشتار گاو مجموعهای از ماشینها، نوار نقالهها، ایستگاههای کاری و ابزاری است که بهطور سیستماتیک مرتب شدهاند که با هم فرآیند کامل تبدیل گاو زنده را به لاشههای آماده برای پردازش بیشتر، سرد کردن یا توزیع خردهفروشی انجام میدهند. همچنین به عنوان خط کشتار گاو یا خط فرآوری گاو نامیده می شود، این خط ستون عملیاتی هر کشتارگاه مدرن یا کارخانه فرآوری گوشت گاو است. این خط به گونه ای طراحی شده است که هر مرحله متوالی - از ورود و خیره شدن حیوانات زنده از طریق خونریزی، پوست انداختن، بیرون زدگی، شکافتن و بازرسی نهایی - را در یک جریان کاری مداوم، کنترل شده و بهداشتی انجام دهد.
مفهوم پشت خط کشتار گاو، کارایی از طریق جریان متوالی است. به جای پردازش ثابت که در آن کارگران در اطراف حیوان حرکت می کنند، لاشه در امتداد یک سیستم ریلی بالای سر حرکت می کند در حالی که کارگران تخصصی یا تجهیزات خودکار وظایف خاصی را در ایستگاه های ثابت انجام می دهند. این رویکرد به طور چشمگیری توان عملیاتی را افزایش می دهد، خطر آلودگی متقابل را کاهش می دهد و امکان کنترل دقیق کیفیت و بهداشت را در هر مرحله فراهم می کند. یک خط کشتار گوشت گاو که به خوبی طراحی شده باشد، بسته به مقیاس، سطح اتوماسیون و اندازه عملیات، می تواند بین 20 تا 400 راس گاو در ساعت را پردازش کند.
مدرن خطوط کشتار گاو طراحی شده اند تا با مقررات سختگیرانه ایمنی مواد غذایی، استانداردهای رفاه حیوانات و الزامات زیست محیطی مطابقت داشته باشند. چه در حال ساخت یک کشتارگاه کوچک منطقهای یا یک کارخانه تولید گوشت گاو صنعتی در مقیاس بزرگ باشید، درک اینکه چگونه این خطوط ساختار دارند - و چه چیزی یک خط خوش ساخت را از یک خط طراحی ضعیف جدا میکند - برای تصمیمگیری صحیح سرمایهگذاری و دستیابی به عملیات ایمن، کارآمد و سازگار ضروری است.
فرآیند گام به گام یک خط کشتار گاو
هر خط فرآوری گاو از یک توالی مشخص از عملیات پیروی می کند. هر مرحله بر اساس مرحله قبلی است و بهداشت، سرعت و دقت در هر مرحله به طور مستقیم بر کیفیت و ایمنی محصول نهایی تأثیر می گذارد. در اینجا یک توضیح کامل از روند کامل است:
لیراژ و پذیرش حیوانات
قبل از شروع هر گونه فرآوری، گاوها برای یک دوره استراحت اجباری، معمولاً 12 تا 24 ساعت، در انبار نگهداری میشوند. این دوره استراحت هم برای رفاه حیوانات و هم برای کیفیت گوشت حیاتی است. حیوانات تحت استرس کورتیزول ترشح میکنند و گلیکوژن عضلانی را کاهش میدهند، که pH ماهیچه را افزایش میدهد و منجر به گوشت گاو تیره، سفت و خشک (DFD) میشود که یک نقص کیفی جدی است. در حین تخلیه، حیوانات به آب دسترسی دارند و یک بازرسی دامپزشکی آموزش دیده قبل از مرگ برای شناسایی و جداسازی حیواناتی که علائم بیماری، جراحت یا عدم آمادگی برای کشتار را نشان می دهند، انجام می شود. فقط حیواناتی که از بازرسی قبل از کشتار عبور می کنند به خط کشتار می روند.
خیره کننده
گاوها از طریق یک قلم اجباری و مسابقه تک پرونده به داخل جعبه ای خیره کننده - یک غرفه باریک و محصور که حیوان را برای این روش خیره کننده مهار می کند، از انبار خارج می شوند. خیرهکننده مؤثر، حیوان را بلافاصله و بهطور غیرقابل برگشتی قبل از خونریزی بیهوش میکند، که هم یک الزام رفاه حیوانات و هم یک دستور قانونی در اکثر کشورها است. پرکاربردترین روش، حیرتانگیز کردن پیچ و مهره نفوذی است، که در آن یک دستگاه پنوماتیک یا پودری، یک پیچ فولادی را به قسمت جلویی مغز شلیک میکند. قرارگیری مناسب - با هدف تقاطع دو خط مورب که از پایه هر شاخ به چشم مخالف کشیده شده است - برای یک بیحسی تمیز و موثر بسیار مهم است. برخی از تأسیسات، بهویژه آنهایی که برای بازارهای حلال یا کوشر پردازش میشوند، از روشهای خیرهکننده با پیچ و مهره غیرقابل نفوذ یا فضای کنترلشده استفاده میکنند که با الزامات ذبح مذهبی مطابقت دارد.
غل و زنجیر و بالا کشیدن
بلافاصله پس از خیره کردن، حیوان توسط یک یا هر دو پای عقبی با استفاده از یک زنجیر یا غل وصل به سیستم ریلی بالای سر بسته می شود. یک بالابر - دستی یا برقی - حیوان حیرتزده را از روی زمین بلند میکند و روی ریل تخلیه میکند. سرعت بین خیرهکردن و بالا بردن بسیار مهم است: فاصله بین خیرهکردن مؤثر و شروع خونریزی باید به حداقل برسد - در حالت ایدهآل کمتر از 60 ثانیه - تا اطمینان حاصل شود که حیوان در طول فرآیند خونریزی بیهوش میماند و تخلیه خون از لاشه به حداکثر میرسد.
خونریزی (چسبیدن)
در ریل خونریزی، یک اپراتور ماهر برش چسبنده را انجام می دهد - رگ های خونی اصلی در پایه گردن (شریان های کاروتید و سیاهرگ های ژوگولار) را با یک چاقوی چسبنده بلند و تیز جدا می کند. لاشه معمولاً در یک محفظه خونریزی محصور می شود یا روی یک زهکشی قرار می گیرد تا خون جمع آوری شود، که ممکن است برای تهیه، استفاده دارویی یا تولید پودر خون بازیابی شود. گاوها حداقل برای سه تا پنج دقیقه خون ریزی می شوند. خونریزی ناقص یکی از شایع ترین علل ظاهر نامناسب لاشه است که در نتیجه گوشت تیره و آغشته به خون است. در ذبح حلال، برش چسبنده باید تمام ظروف مشخص شده را در یک حرکت سریع و در حالی که حیوان رو به قبله است جدا کند - و این عمل باید توسط یک ذبح مسلمان آموزش دیده با برکت مناسب انجام شود.
برداشتن و حذف سر (پوست)
پس از خونریزی، سر در مفصل اطلس برداشته می شود و به یک قفسه بازرسی اختصاصی سر منتقل می شود، جایی که تحت بازرسی دامپزشکی پس از مرگ برای علائم بیماری، به ویژه بررسی غدد لنفاوی سل قرار می گیرد. سر در طول بازرسی با لاشه شناسایی می شود. پوست گیری - برداشتن پوست - به دنبال آن انجام می شود و در یک توالی مشخص از پایین پاها تا بدن ادامه می یابد. خطوط مدرن کشتار گاو از ترکیبی از کار دستی با چاقو در پاها، شکم و پشت استفاده می کنند و به دنبال آن یک پوست کش مکانیکی که پوست را از لاشه در یک کشش به سمت پایین جدا می کند. کشنده های مخفی به طور قابل توجهی خطر آلوده شدن لاشه با باکتری های پوست را کاهش می دهد و نیاز به نیروی کار را در مقایسه با پوست گیری کاملاً دستی کاهش می دهد.
بیرون زدگی
بیرون زدگی — removal of the internal organs — is one of the most hygiene-critical steps on the entire slaughter line. The abdominal and thoracic cavities are opened and the gastrointestinal tract, stomach, intestines, liver, lungs, heart, and other organs are removed. Strict protocols are followed to prevent gut contents from contaminating the carcass: the bung (rectum) is tied off before removal, and the esophagus is clamped or sealed before the stomach is cut free. Organs destined for human consumption (offal such as liver, heart, and tongue) are placed on a dedicated viscera inspection trolley that travels alongside the carcass, maintaining the identity link required for post-mortem inspection. Any contamination of the carcass with gut contents or fecal material at this stage requires immediate trimming and decontamination.
تقسیم شدن
پس از تخلیه، لاشه به صورت طولی در امتداد ستون مهره ها با استفاده از اره نواری برقی یا اره شکاف متقابل به دو نیمه (طرف) تقسیم می شود. شکاف باید دقیقاً از مرکز ستون فقرات پیروی کند تا دو طرف متقارن ایجاد شود و برای تسهیل برداشتن نخاع - مرحله ای اجباری در بسیاری از کشورها به عنوان بخشی از کنترل مواد خطر مشخص (SRM) برای انسفالوپاتی اسفنجی شکل گاو (BSE). نخاع، همراه با جمجمه، ستون مهرهها و سایر بافتهای مشخص شده از حیوانات مسنتر، به عنوان SRM طبقهبندی میشوند و باید تحت کنترلهای نظارتی دقیق در مناطق پرخطر BSE برداشته و دفع شوند.
بازرسی پس از مرگ، پیرایش و شستشو
نیمه های لاشه به ایستگاه بازرسی پس از کشتار می روند، جایی که یک دامپزشک مجاز دولتی یا بازرس گوشت، لاشه، اندام ها و سر را برای هر گونه علائم بیماری، آسیب شناسی یا آلودگی بررسی می کند. لاشه های عبور داده شده ممکن است برای از بین بردن هر گونه آلودگی قابل مشاهده، کبودی، یا مواد SRM و سپس شستشوی نهایی با آب با فشار بالا برای حذف گرد و غبار استخوان، باکتری های سطحی و هر گونه آلودگی باقیمانده تحت پیرایش قرار گیرند. برخی از تأسیسات همچنین از مداخلات ضد میکروبی مانند اسپریهای اسید آلی (اسید لاکتیک یا اسید استیک) در این مرحله برای کاهش بار باکتریهای سطحی و افزایش عمر مفید استفاده میکنند - رویهای که در ایالات متحده استاندارد است اما در اتحادیه اروپا به طور متفاوتی تنظیم میشود.
توزین، درجه بندی و سرد کردن
نیمههای لاشه بازرسیشده و شستهشده بر روی یک ترازو ریلی درون خطی وزن میشوند و ممکن است برای طبقهبندی کیفیت و عملکرد درجهبندی شوند (USDA Prime/Choice/Select در ایالات متحده، یا سیستمهای طبقهبندی اتحادیه اروپا در اروپا). لاشهها سپس به اتاقهای خنککننده منتقل میشوند و در آنجا تا دمای داخلی زیر ۷ درجه سانتیگراد (۴۵ درجه فارنهایت) در یک بازه زمانی تعریفشده - معمولاً در عرض ۲۴ تا ۳۶ ساعت برای لاشههای گاو بزرگ، خنک میشوند. سرد کردن سریع و یکنواخت برای ایمنی مواد غذایی، توسعه نرمی و ماندگاری بسیار مهم است. تونل های سرمایش انفجاری و الگوهای جریان هوا با دقت کنترل شده در نیروگاه های با توان بالا برای دستیابی به نرخ سرمایش سازگار استفاده می شود.
تجهیزات اصلی در خط کشتار گاو
یک خط کامل فرآوری گوشت گاو طیف وسیعی از تجهیزات تخصصی را در خود جای داده است. کیفیت، طراحی و نگهداری هر قطعه از تجهیزات به طور مستقیم بر توان عملیاتی، بهداشت، ایمنی کارگران و کیفیت لاشه تأثیر می گذارد. در اینجا به تفکیک دسته بندی تجهیزات ضروری می پردازیم:
| تجهیزات | تابع | ویژگی کلیدی برای ارزیابی |
| خیره کننده Box | برای خیره کردن حیوان را مهار می کند | طراحی رفاه حیوانات، سهولت تمیز کردن |
| گیج کننده بولت اسیر | حیوان را بیهوش می کند | عمق نفوذ، قابلیت اطمینان تعمیر و نگهداری |
| بالابر و سیستم انتقال | لاشه را روی ریل خونریزی بالا می برد | ظرفیت بالابری، سرعت، ویژگی های ایمنی |
| سیستم ریلی هوایی | لاشه را در تمام ایستگاه ها جابه جا می کند | گیج ریل، رتبه بار، مقاومت در برابر خوردگی |
| کابینت خونریزی / فرورفتگی | در هنگام خونریزی خون را جمع آوری می کند | کارایی بازیابی خون، طراحی زهکشی |
| کشنده را پنهان کنید | به صورت مکانیکی پوست را از بین می برد | نیروی کششی، کنترل آلودگی لاشه |
| بیرون زدگی Platform | پلت فرم کارگر قابل تنظیم ارتفاع برای برداشتن اندام | ارگونومی، بهداشت، محدوده تنظیم |
| چرخ دستی بازرسی احشایی | اعضای بدن را برای بازرسی در کنار لاشه نگه می دارد | ردیابی هویت، سهولت پاکسازی |
| اره شکاف لاشه | لاشه را در امتداد ستون مهره ها می شکافد | نوع تیغه، دقت برش، کنترل SRM |
| دستگاه شستشوی لاشه با فشار بالا | شستشوی نهایی ضد عفونی کننده سطح | فشار آب، پوشش، بازیافت آب |
| مقیاس ریلی درون خطی | نیمی از لاشه را به طور خودکار وزن می کند | دقت، ادغام داده ها با سیستم مدیریت کارخانه |
| واحدهای استریلیزاسیون چاقو | چاقوها را بین برش ها ضد عفونی می کند | دمای آب (حداقل 82 درجه سانتیگراد)، سرعت جریان |
اصول طراحی بهداشت و ایمنی مواد غذایی
بهداشت مهمترین معیار طراحی در خط کشتار گاو است. هر تصمیم ساختاری، تجهیزاتی و گردش کار باید پیشگیری از آلودگی میکروبیولوژیک لاشه ها و تسهیل تمیز کردن و پاکسازی موثر را در اولویت قرار دهد. اصول زیر برای طراحی بهداشتی خط کشتار اساسی است:
- جداسازی جریان تمیز/ کثیف: خط باید به گونه ای طراحی شود که قسمت تمیز لاشه هرگز از مسیرهایی با مناطق کثیف مانند منطقه برداشتن پوست، مناطق نگهداری معده و روده یا مسیرهای دفع زباله عبور نکند. در یک کارخانه با طراحی خوب، جریان هوا، حرکت پرسنل و جریان مواد همگی از یک جهت تمیز به کثیف پیروی می کنند.
- ساخت فولاد ضد زنگ: تمام سطوح، قاب تجهیزات، ریلها، سکوها و نقالههایی که ممکن است با لاشه تماس بگیرند یا در معرض خون، آب یا بخار باشند، باید از فولاد ضد زنگ درجهبندی مواد غذایی (معمولاً درجه 304 یا 316) ساخته شوند. فولاد ضد زنگ در برابر خوردگی مقاوم است، ضدعفونیکنندههای شیمیایی را تحمل میکند و هیچ تخلخل سطحی برای نگهداری باکتریها ندارد.
- ایستگاه های بهداشت چاقو: چندین واحد استریلیزاسیون چاقو - حاوی آب نگهداری شده در حداقل 82 درجه سانتیگراد (180 درجه فارنهایت) - باید در سراسر خط قرار داده شوند تا اپراتورها بتوانند چاقوهای خود را بین هر لاشه استریل کنند. این یک الزام قانونی در اکثر حوزه های قضایی و کنترل اولیه برای جلوگیری از آلودگی متقابل بین حیوانات است.
- سیاست تماس با کف لاشه صفر: هنگامی که لاشه بر روی ریل بالای سر قرار می گیرد، هرگز نباید دوباره به کف، دیوارها یا هر سطح غیر بهداشتی برخورد کند. ارتفاع ریل، طراحی پلت فرم و موقعیت تجهیزات همگی باید طوری مهندسی شوند که این امر را در تمام مراحل پردازش تضمین کنند.
- زهکشی و مدیریت آب: طبقات باید شیب دار (حداقل 2٪) به سمت کانال های زهکشی باشند، با ظرفیت تخلیه کافی برای رسیدگی به حداکثر جریان آب در طول عملیات و تمیز کردن. سیستم های زهکشی باید از جریان آب از مناطق کثیف به مناطق تمیز جلوگیری کنند.
- ادغام بازرسی قبل از مرگ و پس از مرگ: طرح خط باید ایستگاه های بازرسی اختصاصی و با نور مناسب را با دسترسی کافی برای دامپزشک رسمی فراهم کند تا لاشه ها، سرها و احشاء را به طور سیستماتیک بدون وقفه در جریان خط بررسی کند.
ظرفیت عملیاتی و برنامه ریزی سرعت خط
بدست آوردن ظرفیت و سرعت مناسب خط کشتار گاو یکی از مهم ترین تصمیمات مهندسی در طراحی کارخانه است. خطی که خیلی کند است ظرفیت و سودآوری را روی میز باقی می گذارد. سرعت بیش از حد باعث ایجاد خطرات ایمنی مواد غذایی، نقض رفاه حیوانات و صدمات کارگران می شود. در اینجا نحوه تفکر در مورد برنامه ریزی ظرفیت آمده است:
تعریف بازده هدف
با اهداف واقعی کشتار روزانه و سالانه خود شروع کنید، ساعات کاری برنامه ریزی شده، الگوهای شیفت و تغییرات فصلی در عرضه گاو را در نظر بگیرید. اکثر خطوط کشتار یک یا دو شیفت هشت تا ده ساعت در روز کار می کنند. هنگام محاسبه زمان خالص تولید، زمان توقف برنامه ریزی شده برای تمیز کردن و پاکسازی - معمولاً یک تا دو ساعت در هر شیفت - را در نظر بگیرید. یک معیار معمول برای کشتارگاه در مقیاس متوسط 50 تا 100 سر در ساعت است. کارخانه های صنعتی بزرگ با 200 تا 400 سر در ساعت کار می کنند.
تجزیه و تحلیل تنگنا
هر خط کشتار یک گلوگاه دارد - ایستگاه یا عملیاتی که حداکثر سرعت کل خط را محدود می کند. بیرون زدگی و تقسیم معمولاً مراحل محدود کننده سرعت هستند. هنگام برنامه ریزی یک خط جدید یا ارتقاء خط موجود، عملیات گلوگاه را شناسایی کرده و اطراف آن را طراحی کنید. افزودن اتوماسیون در گلوگاه، مانند سیستمهای ارهزنی خودکار برسکت یا سیستمهای بیرونزدن رباتیک، میتواند به طور قابل توجهی توان عملیاتی را بدون افزایش متناسب در کار افزایش دهد.
نیازهای نیروی کار بر اساس توان عملیاتی
مقیاس نیازمندی های نیروی کار با توان عملیاتی اما نه به صورت خطی - اتوماسیون می تواند شدت کار وظایف خاص را کاهش دهد. به عنوان یک دستورالعمل تقریبی برای یک خط کشتار گوشت گاو با کارکنان معمولی:
- 20-50 سر در ساعت: تقریباً 15 تا 30 کارگر طبقه کشتار به اضافه کارکنان نظارت، بازرسی و تاسیسات.
- 50-100 سر در ساعت: تقریباً 30 تا 60 کارگر کف کشتار با تخصص بیشتر در هر ایستگاه.
- 100-200 سر در ساعت: 60-120 کارگر با تخصص بالا، طراحی ارگونومیک ایستگاه کاری، و معمولاً برخی از کمکهای خودکار برای کشیدن پوست، برش سینه و شستشوی لاشه.
- 200 سر در ساعت: کارخانههای صنعتی بزرگ در این مقیاس سرمایهگذاری زیادی در سیستمهای رباتیک و خودکار برای مدیریت هزینههای نیروی کار، ثبات و خطر آسیب ارگونومیکی دارند.
فاکتورهای کلیدی برای ارزیابی هنگام خرید خط کشتار گاو
سرمایه گذاری در خط کشتار گاو یک تصمیم سرمایه ای بزرگ است. چه در حال خرید یک سیستم کلید در دست کامل یا اجزای تجهیزات جداگانه باشید، اینها عوامل مهمی هستند که قبل از انجام آن باید ارزیابی شوند:
- رعایت مقررات محلی: بررسی کنید که تجهیزات و طراحی خط به طور کامل با مقررات ایمنی مواد غذایی، رفاه حیوانات و محیط زیست در کشور شما مطابقت دارد. از تأمینکننده بخواهید تا مرجعی از تأسیسات عملیاتی در حوزه نظارتی شما ارائه کند و تأیید کند که تجهیزات آنها توسط مرجع ملی ایمنی مواد غذایی شما پذیرفته شده است.
- تجربه تامین کننده و مراجع: تامین کنندگانی با تجربه مستند در طراحی و راه اندازی خطوط کشتار گاو با ظرفیت و پیکربندی مشابه با شما انتخاب کنید. درخواست بازدید از محل کارخانجات مرجع فعال کنید و مستقیماً با مدیران کارخانه در مورد قابلیت اطمینان، پشتیبانی پس از فروش و در دسترس بودن قطعات یدکی صحبت کنید.
- کیفیت مصالح و استانداردهای ساخت: اصرار بر ساخت کامل فولاد ضد زنگ برای تمام سطوح در تماس با محصول و سازه های منطقه مرطوب. گواهی مواد و اسناد کیفیت جوش را بخواهید. خطوط کم هزینه ساخته شده از فولاد نرم یا با کیفیت جوش ضعیف به سرعت خورده می شوند و مشکلات بهداشتی مداوم ایجاد می کنند.
- سطح اتوماسیون و مقیاس پذیری آینده: نه تنها نیازهای فعلی خود را در نظر بگیرید، بلکه برنامه رشد پنج ساله خود را نیز در نظر بگیرید. پیکربندی خطی را انتخاب کنید که میتواند بزرگتر شود - از طریق ایستگاههای اضافی، ارتقاء خودکار یا افزایش سرعت خط - بدون نیاز به بازسازی کامل.
- در دسترس بودن قطعات یدکی و پشتیبانی خدمات محلی: زمان توقف تجهیزات در یک کارخانه کشتار بسیار پرهزینه است. اطمینان حاصل کنید که قطعات یدکی حیاتی به صورت محلی یا برای تحویل سریع در دسترس هستند، و اینکه تامین کننده دارای تکنسین های خدمات واجد شرایطی است که می توانند ظرف 24 تا 48 ساعت به خرابی تجهیزات پاسخ دهند.
- کل هزینه مالکیت: هزینه چرخه عمر کامل خط را ارزیابی کنید - نه فقط قیمت خرید. عوامل مصرف انرژی، مصرف آب، هزینه های شیمیایی تمیز کردن، نیروی کار تعمیر و نگهداری، قطعات یدکی و طول عمر تولیدی مورد انتظار تجهیزات. یک خط با کیفیت بالاتر که 30٪ هزینه اولیه بیشتری دارد، اما 25 سال با حداقل خرابی دوام می آورد، تقریباً همیشه بازده بهتری نسبت به خط بودجه ای که نیاز به تعمیرات مکرر و تعویض اولیه دارد، دارد.
- پشتیبانی آموزشی و راه اندازی: یک تامین کننده کامل کلید در دست باید نظارت نصب، راه اندازی و آموزش کامل را برای کارکنان عملیاتی و نگهداری شما ارائه دهد. آموزش ناکافی یکی از رایجترین دلایلی است که خطوط کشتار جدید در ماههای اولیه بهرهبرداری در برابر مشخصات طراحی خود ضعیف عمل میکنند.










